Countersink – (CSK)
A Countersink is a conical hole cut into a manufactured object, or the cutter used to cut such a hole. A common use is to allow the head of a countersunk bolt or screw, when placed in the hole, to sit flush with or below the surface of the surrounding material (by comparison, a Counterbore makes a flat-bottomed hole that might be used with a socket-head capscrew). A countersink may also be used to remove the burr left from a drilling or tapping operation thereby improving the finish of the product and removing any hazardous sharp edges.
The basic geometry of a countersink (cutter) inherently can be applied to the plunging applications described above (axial feed only) and also to other milling applications (sideways traversal). Therefore, countersinks overlap in form, function, and sometimes name with chamfering endmills (endmills with angled tips). Regardless of the name given to the cutter, the surface being generated may be a conical chamfer.
Speeds, feeds, and avoiding chatter
It can often be difficult to avoid chatter (also known as machining vibrations) when cutting with countersink cutters. As usual in machining, the shorter and more rigid the setup, the better. Better-quality fluted countersink cutters sometimes have the flutes (or at least one flute) at an irregular pitching. This variation in pitching reduces the chance of the cutting edges setting up a harmonic action and leaving an undulated surface. This surface ripple is also dependent on the surface speed of the cutting edges, material type, and applied pressure (or feed rate); once started it is hard to remove. Too light a feed tends to increase chatter risk. As in many other machining operations, an appropriate response to the chatter may be to decrease speed and increase feed. On a drill press, the slowest available spindle speed is usually best.
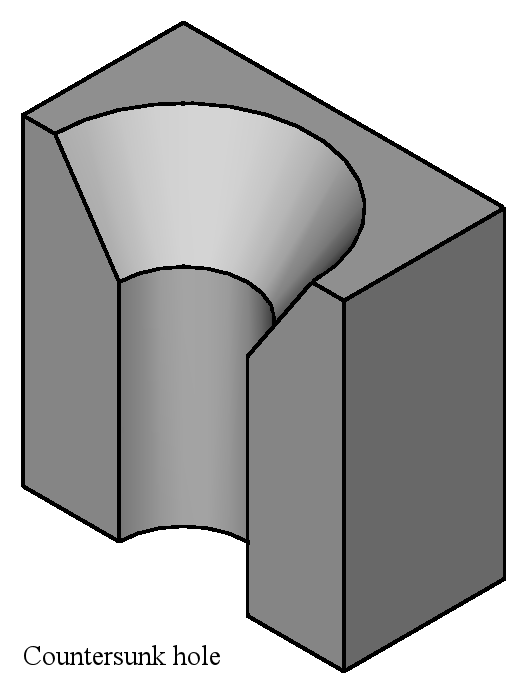
Below is a cross section of a CSK hole

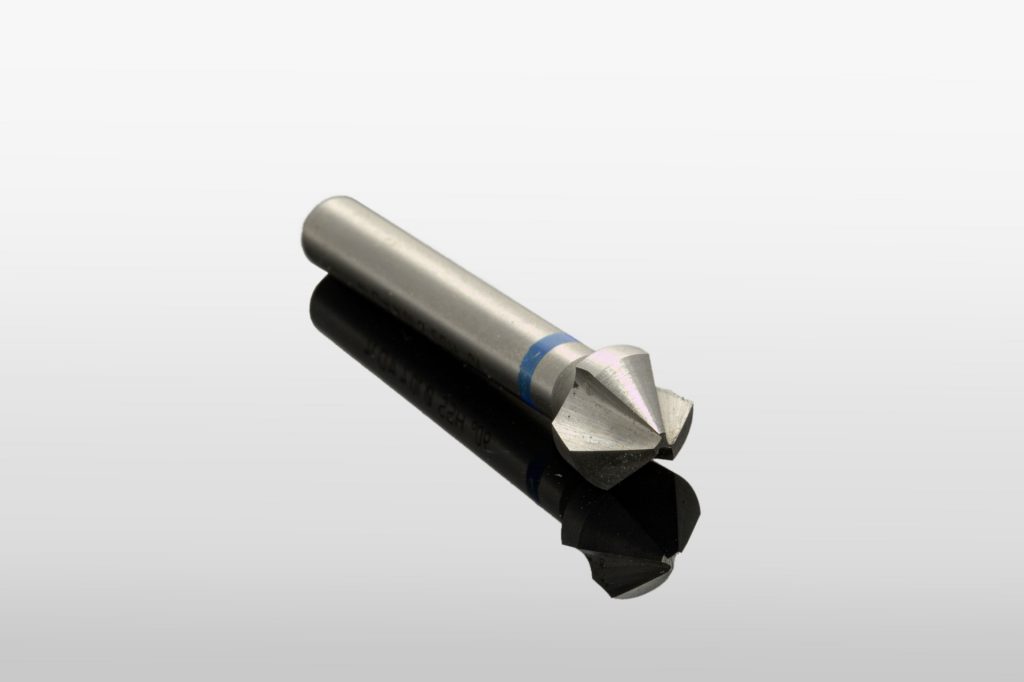
Above HSS Countersink Bits
Counterbore – (CTB)
A counterbore is a cylindrical flat-bottomed hole that enlarges another coaxial hole, or the tool used to create that feature. A counterbore hole is typically used when a fastener, such as a socket head cap screw, is required to sit flush with or below the level of a workpiece’s surface.
Whereas a counterbore is a flat-bottomed enlargement of a smaller coaxial hole, a countersink is a conical enlargement of such. A spotface often takes the form of a very shallow counterbore.
As mentioned above, the cutters that produce counterbores are often also called counterbores; sometimes, to avoid ambiguity, the term counterbore cutter is used instead.
A counterbore hole is usually used when the head of a fastener, such as a hex head or socket head Cap-screw, is required to be flush with or below the level of a work-piece’s surface.
For a spotface, material is removed from a surface to make it flat and smooth, usually for a fastener or a bearing. Spot-facing is usually required on workpieces that are forged or cast. A tool referred to as a counterbore is typically used to cut the spotface, although an endmill may also be used. Only enough material is removed to make the surface flat.[1]
A counterbore is also used to create a perpendicular surface for a fastener head on a non-perpendicular surface. If this is not feasible then a self-aligning nut may be required.
By comparison, a countersink makes a conical hole and is used to seat a flathead screw.
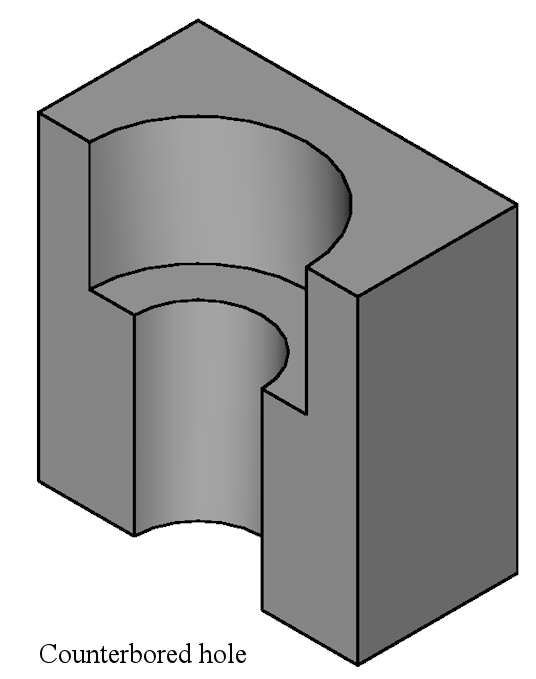
Below is a cross section of a Counterbored hole
Centre Drills
Center and spotting drill bits
Use in making holes for lathe centers
Center drill bits are meant to create a conical hole for “between centers” manufacturing processes (typically lathe or cylindrical-grinder work). That is, they provide a location for a (live, dead, or driven) center to locate the part about an axis. A workpiece machined between centers can be safely removed from one process (perhaps turning in a lathe) and set up in a later process (perhaps a grinding operation) with a negligible loss in the co-axiality of features (usually TIR < 0.002 in (0.05 mm); and TIR < 0.0001 in (0.003 mm) is held in cylindrical grinding operations, as long as conditions are correct).
Use in spotting hole centers
Traditional twist drill bits may tend to wander when started on an unprepared surface. Once a bit wanders off course it is difficult to bring it back on center. A center drill bit frequently provides a reasonable starting point as it is short and therefore has a reduced tendency to wander when drilling is started.
While the above is a common use of center drill bits, it is a technically incorrect practice and should not be considered for production use. The correct tool to start a traditionally drilled hole (a hole drilled by a high-speed steel (HSS) twist drill bit) is a spotting drill bit (or a spot drill bit, as they are referenced in the U.S.). The included angle of the spotting drill bit should be the same as, or greater than, the conventional drill bit so that the drill bit will then start without undue stress on the bit’s corners, which would cause premature failure of the bit and a loss of hole quality.
Most modern solid-carbide bits should not be used in conjunction with a spot drill bit or a center drill bit, as solid-carbide bits are specifically designed to start their own hole. Usually, spot drilling will cause premature failure of the solid-carbide bit and a certain loss of hole quality. If it is deemed necessary to chamfer a hole with a spot or center drill bit when a solid-carbide drill bit is used, it is best practice to do so after the hole is drilled.
When drilling with a hand-held drill the flexibility of the bit is not the primary source of inaccuracy—it is the users hands. Therefore, for such operations, a center punch is often used to spot the hole center prior to drilling a pilot hole.
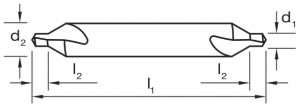
Typical Centre drills
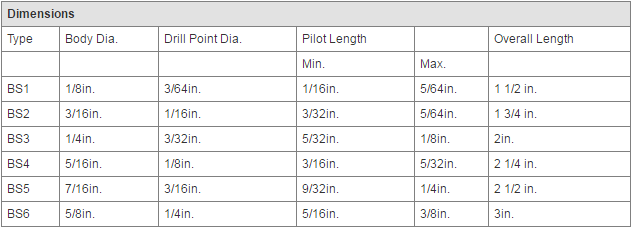
Centre drills come in specific sizes which are listed below. They are stated in BS No’s (British Standard).
d1 Tip Dia, d2 Body Dia, l1 Overall Lg, l2 Pilot Lg
When Centre drilling it’s recommended the depth of the Centre drill is 2/3 of the length of the cone – see image below.

See Key supporting Pagse for Information on-